
- Maison
- Produits
- À propos de nous
- Équipement
- Application
- Centre de nouvelles
- Contactez-nous
Nombre Parcourir:0 auteur:Éditeur du site publier Temps: 2026-04-30 origine:Propulsé








Dans un moule pour capsules de bouteilles à plusieurs cavités, la précision de l'insertion ne consiste pas seulement à respecter une dimension de dessin. Cela affecte directement la stabilité de l’étanchéité, la cohérence d’une cavité à l’autre, l’interchangeabilité des inserts et les performances du moule à long terme.
Pour les fabricants de capsules de bouteilles, une petite déviation dans un insert de moule peut devenir un problème de production répété. Cela peut se manifester par une étanchéité instable, , une épaisseur de paroi inégale, , un flash local, , des capuchons moulés excentriques , , une sensation de filetage incohérente ou un travail de montage supplémentaire pendant l'entretien du moule.

Cette courte vidéo donne un aperçu visuel rapide des inserts de moule de précision et de la logique de mesure derrière le contrôle de la rondeur au niveau micro. Pour les acheteurs, le point clé est simple : la précision doit être prouvée par les données d’inspection, et non seulement décrite par des mots.
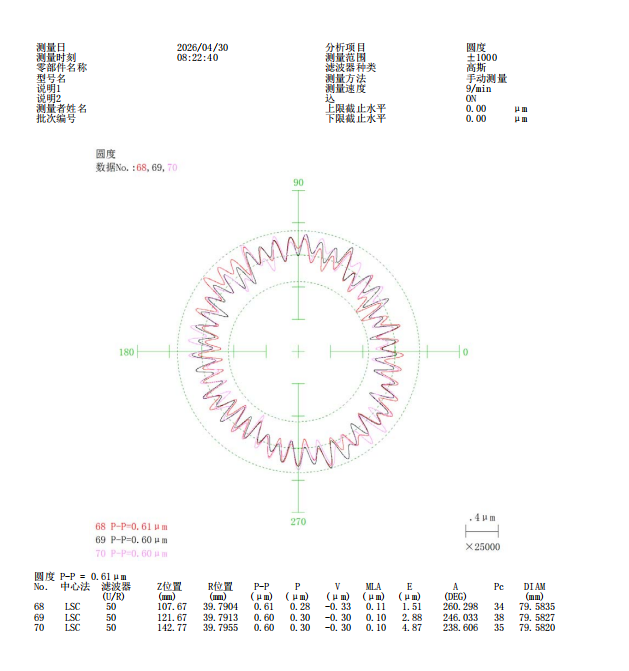
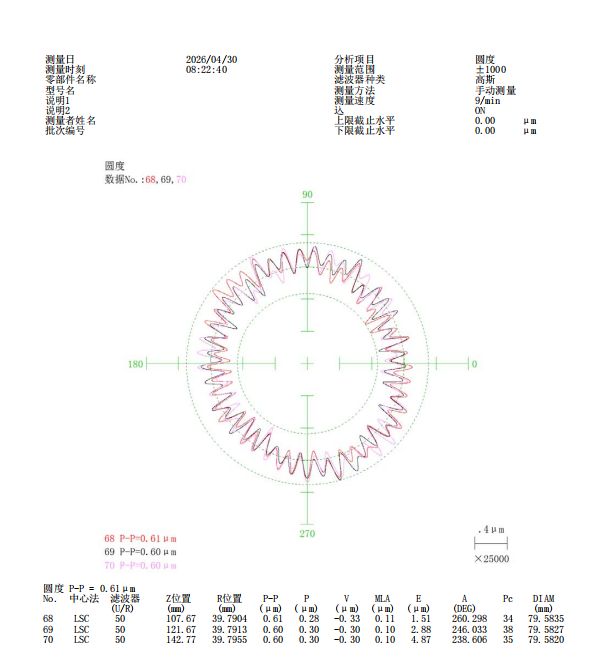
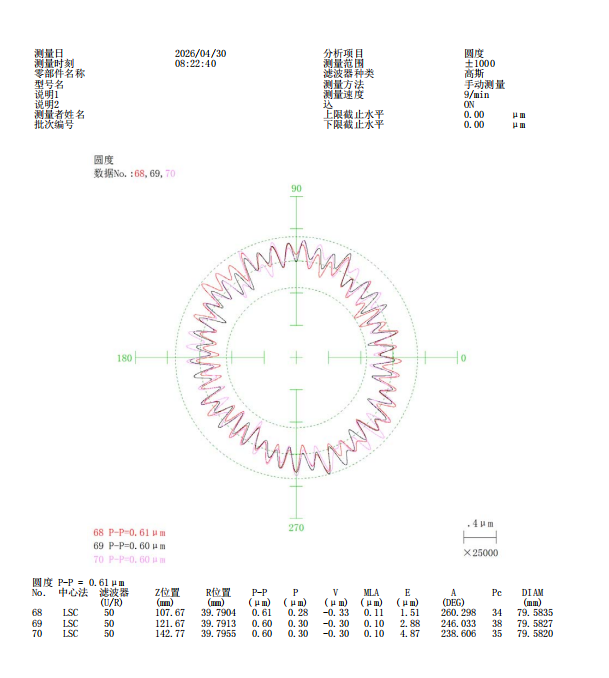
C'est pourquoi le contrôle de la rondeur et de la cylindricité est important dans les composants de moulage par injection de haute précision. Dans ce cas mesuré, un insert de moule de précision utilisé pour un moule d'injection de bouchons de bouteilles multi-empreintes a été inspecté après l'usinage des diamètres intérieur et extérieur. La rondeur mesurée a atteint environ 0,60 à 0,61 μm et la cylindricité mesurée a atteint environ 1,32 μm , vérifiée par un instrument japonais de mesure de rondeur et de cylindricité.
Pour les acheteurs comparant des inserts de moule de haute précision, des broches de noyau, des manchons et des composants de remplacement, la page des composants de moule de précision personnalisés de SENLAN offre une vue plus large des pièces que nous prenons en charge pour les applications de moulage par injection.
Le contrôle de la rondeur au niveau micro dans les inserts de moule pour capsules de bouteilles permet de réduire les risques de production tels que :
Dans les moules pour capsules de bouteilles multi-empreintes, le contrôle de la rondeur n"est pas seulement un objectif d"usinage. Cela fait partie de la maîtrise des risques de production.
L"insert de moule inspecté a été mesuré après l"usinage des diamètres intérieur et extérieur. Les résultats montrent un contrôle stable du profil circulaire et une forte consistance de la surface cylindrique sur toute la hauteur de travail.
| Élément d'inspection Résultat | mesuré | Référence de haute précision typique | Pourquoi c'est important |
|---|---|---|---|
| Rondeur | 0,60 à 0,61 μm | < 2,0 μm | Indique un excellent contrôle du profil circulaire après l’usinage des diamètres intérieur et extérieur. |
| Cylindricité | 1,32 μm | < 3,0 μm | Confirme la stabilité de la surface cylindrique sur la hauteur de travail. |
| Méthode d"inspection | Instrument japonais de mesure de rondeur/cylindricité | Métrologie de précision professionnelle | Fournit des preuves mesurables au lieu d’affirmations verbales de précision. |
| Application | Insert de moule pour bouchon de bouteille multi-cavités | Production de moules pour bouchons à haute cavité | Prend en charge la stabilité de l’étanchéité, l’interchangeabilité des inserts et la cohérence d’une cavité à l’autre. |
Les rapports d"inspection et la vidéo suivants soutiennent les résultats mesurés. Cette section est conçue pour les acheteurs qui ont besoin de plus qu"une simple déclaration de précision générale : ils ont besoin de preuves visibles, de données mesurables et d"un lien clair entre les résultats de l"inspection et la stabilité de la production.
Cette deuxième vidéo est placée après les preuves d'inspection car elle permet de relier les chiffres mesurés à la valeur réelle de la production : meilleure cohérence d'étanchéité, risque d'éclair réduit, répétabilité améliorée d'une cavité à l'autre et remplacement des inserts plus fiable.
Le résultat de rondeur d'environ 0,60 à 0,61 μm montre que le profil circulaire après usinage est très stable. Le résultat de cylindricité d'environ 1,32 µm confirme en outre que la surface cylindrique reste constante sur toute la hauteur de la pièce.
Une rondeur de 0,60 μm n’est pas qu’un chiffre. Il fait partie de la base d’une étanchéité stable des bouchons de bouteilles, de cavités cohérentes et d’un entretien fiable des moules.
Les capsules de bouteilles sont des pièces circulaires, mais leurs performances ne concernent pas seulement leur forme extérieure. L"insert de moule contrôle les zones de formage clés qui affectent l"étanchéité, le comportement du filetage, l"ajustement et la répartition des parois.
Si la rondeur de l"insert est instable, le capuchon moulé peut également devenir instable. Les problèmes de production courants incluent :
Pour un moule multi-empreintes, ces problèmes deviennent plus graves car une cavité instable peut créer des défauts répétés sur de grands volumes de production.
Un moule pour capsules de bouteilles à plusieurs cavités est aussi stable que les inserts essentiels à l"ajustement qu"il contient.
Le problème du client : dans les moules pour capsules de bouteilles à plusieurs cavités, les acheteurs craignent souvent que certaines cavités produisent des capsules acceptables tandis que d'autres créent des résultats légèrement différents. Même de petites variations d'insert peuvent entraîner des comportements d'étanchéité, des épaisseurs de paroi ou des sensations de filetage différents entre les cavités.
Comment la rondeur au niveau micro peut aider : lorsque les surfaces cylindriques intérieures et extérieures sont contrôlées au niveau micro, chaque insert est plus susceptible de conserver la géométrie circulaire et l'ajustement fonctionnel prévus. Cela permet de réduire les variations d'une cavité à l'autre dans les capsules de bouteilles moulées.
Valeur client : une meilleure cohérence des plaquettes permet une production multi-empreintes plus stable, moins de défauts spécifiques aux cavités, un dépannage plus facile pendant les essais et une meilleure répétabilité dans le moulage à long terme.
Le problème du client : l’étanchéité des bouchons de bouteilles dépend d’un contact circulaire stable. Si l'insert du moule n'est pas assez rond, le capuchon moulé peut avoir une pression d'étanchéité inégale sur sa circonférence.
Cela peut conduire à :
Comment la rondeur au niveau micro peut aider : Une rondeur mesurée d'environ 0,60 à 0,61 μm aide à maintenir une surface de moulage circulaire plus uniforme. Cela peut permettre une meilleure cohérence du scellage des bouchons dans le produit moulé final.
Valeur client : pour les fabricants de bouchons de bouteilles, cela contribue à réduire le risque de fuite et à garantir des performances de bouchon plus fiables en production.
Le problème du client : si les diamètres intérieur et extérieur d'un insert de moule ne sont pas correctement contrôlés, le bouchon de la bouteille moulé peut présenter une excentricité ou une épaisseur de paroi inégale. Cela n'est pas toujours évident dans le premier échantillon, mais cela peut affecter l'assemblage, l'étanchéité et l'apparence du produit pendant la production.
Comment la rondeur au niveau micro peut aider : en vérifiant l'insert avec des mesures de rondeur et de cylindricité, le fournisseur peut vérifier si la géométrie cylindrique reste stable avant l'assemblage du moule.
Valeur client : cela permet de réduire les capuchons moulés excentriques, l'épaisseur de paroi instable, le comportement de retrait inégal et les problèmes d'assemblage en aval.
Le problème du client : pour les capsules de bouteilles filetées, les clients se soucient de la façon dont le bouchon s'ouvre et se ferme. Si certaines cavités produisent des bouchons qui semblent plus serrés tandis que d'autres semblent plus lâches, le problème peut provenir de composants de moule instables liés au filetage ou d'un mauvais contrôle de référence circulaire.
Comment la rondeur au niveau micro peut aider : L'usinage de précision des diamètres intérieurs et extérieurs permet de maintenir une référence stable pour les zones liées au filetage. Lorsque la géométrie de l'insert est cohérente, le capuchon moulé est plus susceptible de maintenir un engagement stable du filetage et une sensation de fermeture.
Valeur client : cela permet un couple de fermeture plus constant, une expérience utilisateur plus fluide, moins de plaintes concernant les bouchons serrés ou desserrés et une meilleure stabilité du filetage d'une cavité à l'autre.
Le problème du client : Le flash est l'une des plaintes les plus courantes dans la production de moules pour bouchons. Dans les moules multi-empreintes, une inadéquation locale des inserts ou un contact circulaire instable peut créer de petits espaces conduisant à des bavures.
Comment la rondeur au niveau micro peut aider : Un contrôle élevé de la rondeur et de la cylindricité contribue à améliorer la stabilité des zones de raccord et de fermeture circulaires. Cela ne remplace pas une conception de moule, une ventilation ou un équilibre de serrage corrects, mais cela réduit une source importante de décalage local.
Valeur client : une meilleure précision des inserts peut contribuer à réduire le risque d'éclair et à raccourcir le temps de dépannage lors des essais de moule.
Le problème du client : si un insert de moule présente une mauvaise rondeur ou une mauvaise cylindricité, certaines zones peuvent subir un contact irrégulier ou des contraintes localisées lors d'une production répétée. Au fil du temps, cela peut entraîner une usure inégale.
Comment la rondeur au niveau micro aide : Une surface cylindrique stable permet de répartir le contact plus uniformément. Pour le moulage de capsules de bouteilles à grande vitesse, cela permet un comportement à l'usure plus prévisible.
Valeur client : les clients bénéficient d'une production plus stable à long terme, d'une maintenance imprévue réduite, d'une meilleure prévisibilité de la durée de vie des moules et de moins de problèmes d'usure spécifiques aux cavités.
Le problème du client : dans la production de capsules de bouteilles à long terme, les inserts peuvent devoir être remplacés en raison de l'usure, de dommages ou d'un ajustement de la conception. Les clients ne veulent pas de pièces de rechange qui nécessitent un montage répété sur le banc après leur arrivée.
Comment la rondeur au niveau micro peut aider : un meilleur contrôle de la rondeur, de la cylindricité et des relations entre les diamètres intérieur et extérieur permet une meilleure interchangeabilité des plaquettes.
Valeur client : cela permet de réduire les temps d'arrêt du moule, les travaux de montage manuel, l'incertitude de remplacement et le risque de modification du résultat du moulage après la maintenance.
L’interchangeabilité des inserts est particulièrement importante pour les acheteurs étrangers, où les temps d’arrêt des moules et les corrections répétées peuvent créer des coûts cachés élevés.
Le problème du client : si la géométrie critique de l'insert n'est pas vérifiée avant l'assemblage, des problèmes peuvent apparaître uniquement lors des essais de moule T0 ou T1. Cela peut entraîner des corrections répétées, des retards et des incertitudes.
Comment la rondeur au niveau micro peut aider : l'inspection de la rondeur et de la cylindricité fournit des preuves mesurables avant l'assemblage. Il permet au fournisseur et à l'acheteur de confirmer que les caractéristiques circulaires critiques sont déjà contrôlées.
Valeur client : cela contribue à réduire le risque d’ajustement des essais et rend le débogage des moules plus efficace.
Ce type de contrôle de la rondeur au niveau micro dépend d"un parcours de fabrication de précision complet, et non d"une seule machine. La clé est de contrôler à la fois la précision de l’usinage et la relation fonctionnelle entre les surfaces circulaires intérieures et extérieures.
Chez SENLAN, cette capacité est soutenue par une expérience en matière d'équipements et de processus de haute précision, notamment les centres d'usinage MAKINO , HARDINGE, le tournage CNC , la meulage de précision, le polissage et le contrôle d'inspection. Pour les composants ronds utilisés dans les moules pour capsules de bouteilles, l'objectif n'est pas seulement d'usiner le diamètre, mais également de contrôler la rondeur, la cylindricité, la concentricité et la répétabilité comme un seul système.
Pour un aperçu plus large de nos bases d'usinage et d'inspection, y compris la CNC, l'EDM, le meulage, le polissage et la vérification ZEISS CMM, consultez nos capacités d'usinage et d'inspection de précision..
De nombreux fournisseurs affirment pouvoir fabriquer des inserts de moule de haute précision. Mais pour les fabricants de capsules de bouteilles, une réclamation verbale ne suffit pas.
Les preuves utiles comprennent :
Dans ce cas, les données mesurées de rondeur et de cylindricité, ainsi que les vidéos d"inspection visuelle, fournissent une preuve directe de la stabilité d"usinage de la plaquette après l"usinage des diamètres intérieur et extérieur.
La précision n"est pas un slogan. Cela doit être mesuré, enregistré et prouvé.
Les moules pour capsules de bouteilles fonctionnent souvent à grande vitesse et avec un volume élevé. Un petit problème d’insert peut rapidement devenir un problème de production répété.
Pour les moules de bouchons multi-empreintes, le contrôle des inserts au niveau micro permet de prendre en charge :
C"est pourquoi les inserts de moule de précision doivent être traités comme des composants critiques pour la production, et non comme de simples pièces usinées.
Pour plus d'informations sur l'endroit où ces composants sont utilisés, consultez nos applications de moules pour capsules de bouteilles, médicaux et d'emballage..
Avant d"approuver les inserts de moule pour un moule de bouchon de bouteille multi-empreintes, les acheteurs doivent se demander :
Pour les moules de capsules de bouteilles multi-empreintes, l’usinage de précision des inserts n’est pas seulement une question de précision dimensionnelle. Il s’agit de maintenir chaque cavité stable, interchangeable et prête pour la production.
Dans ce cas mesuré, la rondeur a atteint environ 0,60 à 0,61 μm et la cylindricité a atteint environ 1,32 μm après l'usinage des diamètres intérieur et extérieur.
Ce niveau de contrôle permet d"assurer une meilleure cohérence d"étanchéité, un risque d"éclair réduit, une répétabilité améliorée d"une cavité à l"autre et une maintenance plus fiable des moules.
Une rondeur de 0,60 μm n’est pas qu’un chiffre : elle fait partie de la base d’une production stable de capsules de bouteilles.
Votre production actuelle souffre-t-elle de problèmes d"étanchéité incohérents, de bavures, de variations de cavité ou de problèmes d"ajustement d"insert de remplacement ?
Ne vous contentez pas d’affirmations verbales de précision. Partagez vos dessins, échantillons ou problèmes de production actuels avec notre équipe technique. Nous pouvons examiner les exigences critiques en matière de rondeur, de cylindricité et d’interchangeabilité des inserts pour votre projet de moule pour capsules de bouteilles multi-empreintes.
Contactez SENLAN pour un examen précis des inserts de moule
La rondeur affecte la stabilité de la surface de moulage circulaire. Dans les moules pour capsules de bouteilles, une mauvaise rondeur peut entraîner des bouchons excentriques, une pression de scellage inégale, une variation de l"épaisseur de la paroi ou un comportement de filetage instable.
Dans ce cas mesuré, une rondeur de 0,60 à 0,61 μm signifie que l"écart du profil circulaire après usinage était extrêmement faible. Cela contribue à garantir un ajustement stable de l"insert, une cohérence de la cavité et des performances de capuchon moulé.
La cylindricité montre la stabilité de la surface cylindrique sur sa hauteur. Une bonne cylindricité aide à réduire les contacts inégaux, l"excentricité et l"instabilité du bouchon de bouteille moulé.
Oui. Le contrôle de l"arrondi peut prendre en charge des surfaces d"étanchéité circulaires plus uniformes, ce qui contribue à réduire une cause possible de fuite. Cependant, les performances d"étanchéité finales dépendent également de la conception du moule, de la géométrie du capuchon, de la résine, des conditions de traitement et des pièces correspondantes.
Les données d’inspection fournissent aux acheteurs une preuve mesurable de la qualité de l’usinage. Pour les moules de bouchons de bouteilles multi-empreintes, les rapports de rondeur, de cylindricité et de dimensions aident à réduire les risques avant l"assemblage et les essais du moule.
Les vidéos d"inspection aident les acheteurs à comprendre le composant réel, le processus de mesure et la signification de la production derrière les données. Ils sont particulièrement utiles lors de l’évaluation de fournisseurs étrangers pour les composants de moules critiques à l’ajustement.
#BottleCapMoldInserts #MultiCavityBottleCapMold #PrecisionMoldInserts #HighPrecisionInjectionMoldComponents #RoundnessControl #CylindricityMeasurement #BottleCapMold #InjectionMoldComponents #PrecisionMachining #MoldInsertInterchangeability #CapSealingConsistency #CavityToCavityConsistency #MedicalAndCosmeticMoldInserts #InterchangeableMoldParts


